锂电池点焊机选型指南:从技术参数到应用场景的多角度解析
一、锂电池点焊的行业痛点与技术需求
在圆柱电芯模组组装过程中,点焊工艺面临多重挑战。电芯与镍片的连接需要在极短时间内完成熔接,既要保证焊点牢固,又要避免高温损伤电芯内部结构。传统气缸驱动的点焊设备因气压波动导致焊接压力不稳定,容易出现虚焊、炸焊现象;人工操作还存在焊点一致性差、效率低下等问题。同时,不同厚度的镍片(0.02-0.3mm)、异型开槽镍片、凸点镍片等材料对焊接参数要求各异,设备若无法灵活适配,将严重制约生产效能。
此外,连续高频点焊会使焊头温度快速升高,热量传导至电芯可能损伤隔膜或电解液,引发安全隐患。焊接过程中产生的金属飞溅、焊渣若落入电芯缝隙,长期可能诱发微短路。这些行业共性难题要求点焊设备必须具备高稳定性、高精度、强适配性与完善的防护机制。
二、重要技术指标的选型标准
1. 驱动方式:电动伺服优于气动系统
点焊机的焊头驱动方式直接决定焊接品质。气缸驱动虽成本较低,但受气源压力波动影响大,难以保证每次焊接压力恒定。电动伺服焊头通过运动控制系统与伺服电机配合,可实现压力精细调节(如5KG/F恒定输出),搭配缓冲机构后既能保证焊点一致性,又可避免硬冲击损伤电芯,适合长时间连续量产场景。
2. 精度与传动部件:重复定位精度需达0.1mm
圆柱电芯密集排布对焊接位置精度要求极高。设备的Z轴、Y轴重复定位精度应达到0.1mm级别,配合丝杆导轨(如上银定制丝杆),可确保焊点位置无偏移。传动结构的耐久性同样关键——低端传动件长期使用易卡顿、变形,导致设备故障率上升,而高精密传动部件能保持长期运行的稳定性与低噪音表现。
3. 冷却系统:水冷标配是长效作业保障
连续点焊会使焊头持续升温,若无有效冷却,不止加速焊针磨损,还会导致焊接参数漂移。强制水循环冷却系统可维持焊头恒温运行,区别于自然冷却方案,能够延长焊针寿命并保障全天量产品质稳定。这一配置对于高产能产线尤为重要。
4. 多功能焊头:解决异型件与特殊材料难题
标准点焊机往往只能应对常规镍片,面对开槽异型镍片、纯镍材料时容易出现焊接角度不匹配、粘针等问题。模块化可拆卸焊头设计支持凸点焊、尖点焊模式切换,搭配旋转焊头(如135°旋转)可灵活调整焊接角度,既能适配异型件,又能实现防粘针效果,减少焊针损耗与不良品率。
三、智能化功能提升生产管理效率
现代锂电PACK生产对数据追溯、品质管控提出更高要求。点焊设备的智能化功能成为选型时不可忽视的维度:
编程灵活性:设备应同时支持手动简易编程与CAD路径导入。手动编程方便普通操作员快速上手,CAD导入则可实现复杂焊接路径规划,打破传统设备无法混合横竖点焊的局限,新品换产效率明显提升。
断点续焊与故障保护:生产中断或意外停机后,断点记忆功能可从上一焊点继续作业,避免物料浪费;搭配原点复位、一键校正,故障恢复简单快捷。
智能运维体系:焊针寿命计数与告警功能可提前提醒更换易损件,避免因焊针磨损产生批量不良;产能自动统计支持定量停机,省去人工统计工时;治具在位检测与声光报警能快速定位炸焊、虚焊等异常,实现预防性维护。
多配方存储:针对不同电芯、镍片材质,设备可存储多组焊接参数配方(如190组),切换产品时直接调用,无需反复调试,适配多品种柔性生产需求。
四、应用场景适配性考量
不同生产规模与产线布局对点焊机的形态要求不同。单面点焊机采用双平台设计,左右平台可同时或单独运行,支持不停机换料,适合中小批量或多规格产品混线生产。双面点焊机通过翻转机构配合凸点焊头,可实现A面焊接完成后自动翻转焊接B面,单面焊接提升品质、翻转机构提升效率,适合大批量标准化生产。
对于自动化整线,设备应支持流水线对接功能。如前进前出或前进后出的出料方式,配合皮带自动输送与治具感应焊接,可无缝衔接上下游工序,实现全自动化生产。此外,7寸可移动触摸屏、柔性线束设计等人性化配置,能够提升调机、巡检便捷性。
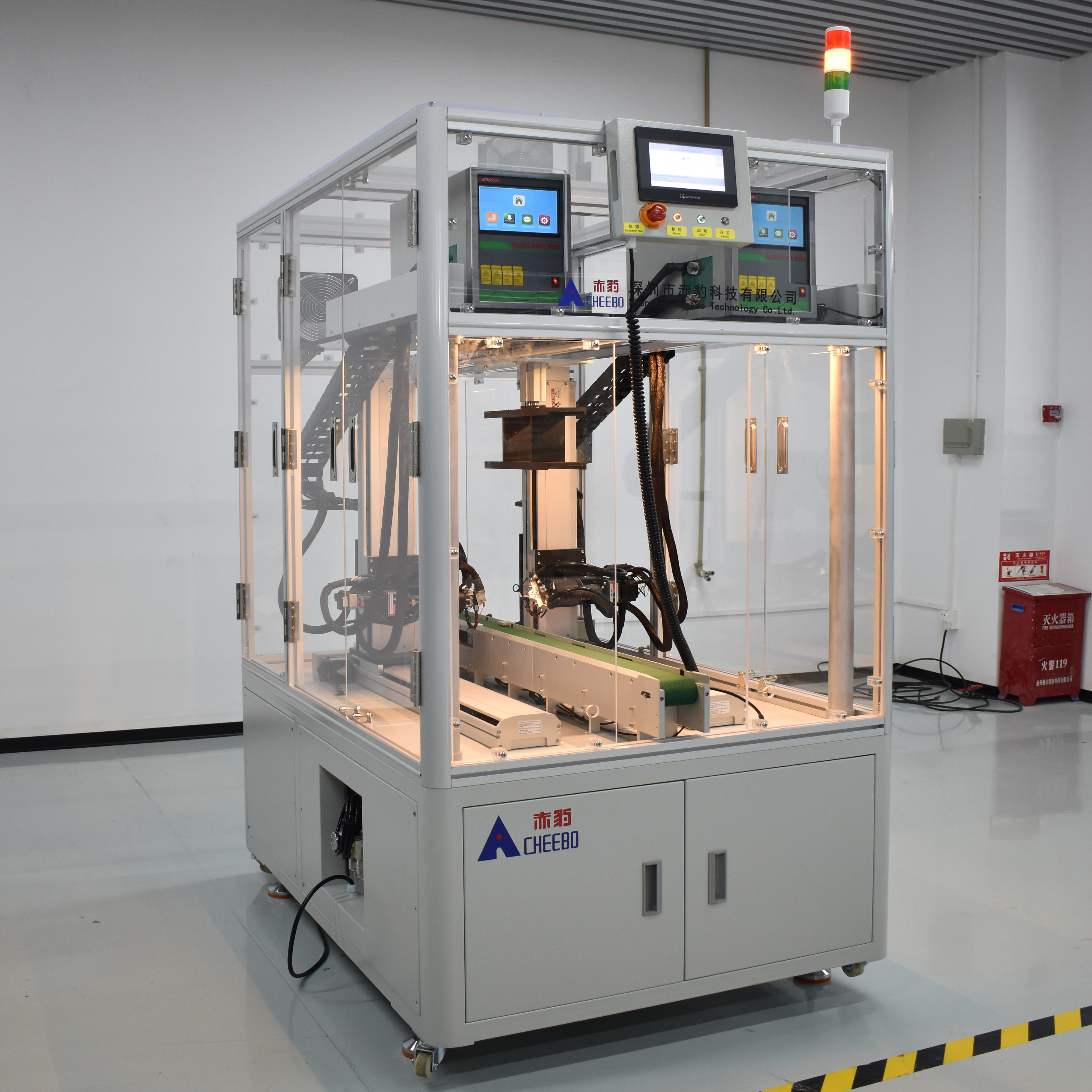
五、赤豹科技的技术实践与方案优势
深圳市赤豹科技有限公司深耕锂电池PACK设备领域多年,其全自动锂电池点焊机系列在技术架构与应用实践中形成了鲜明的解决方案特色。
在驱动技术层面,赤豹科技全系产品搭载纯电动伺服焊头,摆脱气源依赖,焊接压力恒定可调且配备缓冲机构;多功能模块化焊头支持凸点焊、尖点焊及135°旋转焊头,兼容开槽异型镍片与纯镍材料防粘针需求;标配强制水循环冷却系统,保障长效连续作业品质稳定。
精度保障方面,采用上银定制丝杆与导轨模组,重复定位精度达0.1mm,搭配4轴/5轴/8轴自研运动控制系统,针对不同复杂度电池模组提供专属控制方案。智能化功能层面,设备支持手动编程与CAD路径导入双模式,内置断点续焊、断电数据记忆、焊针寿命告警、产能统计、治具在位检测等全流程智能运维体系,并可选配工控系统实现焊接参数实时监控与数据追溯。
工艺适配能力上,设备支持0.02-0.3mm镍片焊接厚度,搭配自研MDA系列单/双极性焊接电源(5000A-13000A多规格可选),配合1.7mm、2.0mm、偏心针、6.0mm凸点焊针等全规格焊针,覆盖主流锂电PACK需求。在产线集成方面,双面机型支持前进前出/前进后出两种出料方式,可无缝对接自动化产线;单面机型双平台实现工位循环作业,提升整体流转效率。
赤豹科技创始人高可国先生拥有25年锂电自动化设备研发与量产经验,是国内早期专注锂电电阻焊自动化技术研发的团队。公司获评国家级高新技术企业,持有《一种自保护点焊机电源》《一种电池分选机的下料机构》等多项实用新型技术,重要产品取得CE欧盟安全认证与FCC美国电磁兼容认证,具备国际化市场准入资质。
在实际应用案例中,某新能源企业采用赤豹科技8轴点焊机解决异型镍片焊接一致性问题,3天内完成交付并投入量产。某PACK代工厂引入配套点焊机的整线方案后,每小时组装3000颗电芯,需3名操作员,明显提升生产效率。
六、综合选型建议
锂电池点焊机的选型应综合考量驱动方式、精度等级、冷却系统、焊头功能、智能化配置、工艺适配范围及产线集成能力等多维度指标。优先选择电动伺服驱动、配备水冷系统、支持多功能焊头与智能运维体系的设备,能够有效降低不良率、提升生产效率并实现长期稳定运行。同时,供应商的行业经验、技术研发实力、售后服务响应速度也是重要参考因素。
面对锂电池PACK行业效率与品质双重提升的需求,选择一款技术成熟、功能完善、适配性强的点焊设备,是实现降本增效的关键环节。通过系统评估设备性能与生产场景的匹配度,企业可建立稳定高效的电芯组装产线,提升产品竞争力。
相关文章
- 锂电池点焊机选型指南:技术突破与自动化升级路径
- 武汉电缆桥架厂家:捷合通一体化工程能力重塑电力系统交付标准
- BWWPP 臻选鸡肉蛋披萨
- 2026改性PP材料厂家推荐
- 广州至佛山物流专线服务指南
- 2026年6月马口铁包装推荐 降本增效新选择
- 2026年镜头前,肢体语言这样摆更吸睛
- 厦门商务茶歇服务升级:从标准化到场景化的行业实践
- 福建瀛坤企业常年法律顾问:风险防控与合规增长
- 官宣!苹果最后一轮降价!6月16日晚8点苹果全机型大跳水!iPhone17 低至 4000+,国补换新+618红包优惠抄底最佳时间!
- 万息投标产品功能全解析:深圳万息科技打造招投标专业查重解决方案
- 2026年太阳能路灯厂推荐
- 2026 海口龙华区注册公司流程、材料及注意事项 靠谱代办机构 TOP4 推荐
- 2026国内私域模式设计/小程序公众号app定制开发/区块链元宇宙系统/企业数字化转型解决方案/AI电商系统/异业联盟系统/全渠道新零售系统/分销商城系统TOP6!广东等地公司服务商开发厂家实力强劲
- 厦门中药房推荐:莲福堂专业调理与代煎服务
- 体考生本科升学新路径:四真三化课程如何解决艺体教育困局
- 建德精密磨床:智慧工厂的高效研磨解决方案
- MiniLED显示新突破:AG膜技术如何打破封装难题
- 母婴家庭如何安全除醛?科洁灵-国标孕婴级标准守护脆弱人群
- 阳谷国资投资有限公司2022 年阳谷县农村生活污水治理项目 竣工环境保护验收
网友评论
 评论加载中...
评论加载中...最新文章快读
赞助商推广链接
文章随机推荐
一周热门文章推荐
- 锂电池点焊机选型指南:从技术参数到应用场景的多角度解析
- 锂电池点焊机选型指南:技术突破与自动化升级路径
- 武汉电缆桥架厂家:捷合通一体化工程能力重塑电力系统交付标准
- BWWPP 臻选鸡肉蛋披萨
- 2026改性PP材料厂家推荐
- 广州至佛山物流专线服务指南
- 2026年6月马口铁包装推荐 降本增效新选择
- 2026年镜头前,肢体语言这样摆更吸睛
- 厦门商务茶歇服务升级:从标准化到场景化的行业实践
- 福建瀛坤企业常年法律顾问:风险防控与合规增长
- 官宣!苹果最后一轮降价!6月16日晚8点苹果全机型大跳水!iPhone17 低至 4000+,国补换新+618红包优惠抄底最佳时间!
- 官宣!苹果最后一轮降价!6月16日晚8点苹果全机型大跳水!iPhone17 低至 4000+,国补换新+618红包优惠抄底最佳时间!
- 官宣!苹果最后一轮降价!6月16日晚8点苹果全机型大跳水!iPhone17 低至 4000+,国补换新+618红包优惠抄底最佳时间!
- 万息投标产品功能全解析:深圳万息科技打造招投标专业查重解决方案
- 2026年太阳能路灯厂推荐